15802568081
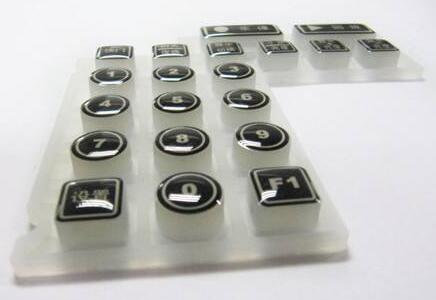
硅膠按鍵不良現象未熟、缺料
料稱量不足:檢查稱重設備是否有問題,稱料是否正確。
料不均勻:擺料不正并加以糾正,并確保擺料的準確性。
中間缺料、兩邊缺料:適當加料。
機臺壓力不足:適當加大壓力。
鐵氟龍將料帶出:更換鐵氟龍或用洗潔精清洗鐵氟龍使鐵氟龍易分離膠料。
料片厚度不均勻,流動性差:重工原料。
料放置時間太長。
模具溫度低:適當加高模具溫度。
加硫時間不足:增加加硫時間。
原料放置時間太長:重新混料出料。
排氣不良:調整排氣距離和次數,在適當的時候采用二排氣,或換模布。
模外時間太長:動作加快或增加人手,同時可適當調整模具溫度。
機器故障,如溫度控制失靈、排氣控制失靈:修機。
模具溫度過高導致包風:適當降低模溫
離型劑或水打太多不均:適當打水
導電粒相對模具偏小:換較大導電或用鐵氟龍輔助排料。
導電粒相對模具偏大:換較小導電或導電烘烤后再用布團打實導電粒后再排。
導電粒未打實,或未打進導再用鐵氟龍輔助排料。
導電穴較淺:用較薄導電成型。
注:對以上四個問題﹑適當減少排氣距離、次數及合模速度(如低排氣)解決,還可以出薄料成型。
導電粒漏放:排料前應檢查導電是否放齊。
產品KEY較高:導電尺寸偏小適當減少排氣距離,用低壓排氣,少噴水。
導電穴淺,合模時導電被料用鐵氟龍輔助排料。
硅膠按鍵不良現象之脫豆
1、模具溫度不適當適當調整(升高)模具溫度。
2、加硫時間不足適當加長加硫時間。
3、排氣不好適當調整排氣距離及次數﹐參照(不熟之第2項)。
4、導電穴較淺改用薄導電粒。
5、導電太久﹐外表已被磨出粉改用新導電﹐舊導電用灑精洗過烘干再用。
硅膠按鍵不良現象之雙粒豆
1、上一模導電未被產品帶走每次產品離模后﹐在放導電前檢查上模是否殘留導電在導電穴內﹐并將殘余導電挑走。
2、吸導電粒時就已經重迭吸好導電粒后要檢查是否有重迭現象﹐并將導電撥掉。
3、重放導電生產前檢查﹐壓模將導電帶走。
4、缺料、未熟在有缺料及未熟之地方﹐應注意導電穴是否有導電的存在。
5、導電粒潮濕把導電烘烤之后再用。
硅膠按鍵不良現象之導電溢膠
1、導電粒偏小改用較大導電粒或用鐵氟龍輔助排料。
2、導電穴與導電不配合﹐或有缺口修理導電穴。
3、導電粒未打到底打好導電粒。
4、放導電粒前﹐導電穴內有生膠清理干凈模具再打導電粒。
5、導電粒臟清洗導電粒。
硅膠按鍵不良現象之破裂
1、模具溫度過高適當降低模具溫度。
2、產品加硫不足適當加長加硫時間。
3、模具表面粗糙噴砂處理﹑電鍍。
4、產品離型時上下模都不好離只在一邊模上模或下模噴些脫模水﹐使產品全部附在一邊模上;或料中加KP-10。
5、手工離型時撕爛產品用風槍吹氣輔助產品離模。
硅膠按鍵不良現象之雙影
1、模溫過高:適當降低模溫。
2、排氣過大:適當減少排氣距離及次數。
3、排料速太慢:加快排料速度。
4、壓機上升速度太慢:調整機臺上升速度或通知維修機器。
5、模布已壞:換模布。
硅膠按鍵不良現象之嚴重雙影
1、溫度過高:適當調低溫度(模具)
2、原料不足:見缺料項。
3、擺放產品不整齊:產品被折撓將產品擺放整齊。
硅膠按鍵不良現象之色KEY放反
1、放色KEY盤就已反排完色KEY應檢查﹐有錯時及時糾正。
2、打色KEY時﹐色KEY反轉打完色KEY應檢查﹐有錯時及時糾正。
3、打色KEY時掉落,補錯教導補色KEY時檢查。
硅膠按鍵不良現象之溢膠
1、兩種生料位置不當:應調整兩種生料的互相位置
2、某種生料量過重:適當減少這一生料重量
3、排料前模具已有某種雜料。
硅膠按鍵不良現象之料污(包括黑紋)
1、原料本身不干凈:排料時將能見之臟點挑出
2、空氣中灰塵:風扇不要對著膠料吹
3、所用工具(如模具﹑天平托盤 、切料刀﹑排料板等)不干凈:每天上班時都要清理這些工具﹐平時要保持這些工 具之清潔、切完一種料后﹐再切不同色的料時擦再用
4、手不干凈:應常用毛巾擦干凈雙手
5、加料時產生:應將加膠面緊貼下模放
6、色母料熱穩性差:改用低溫大排氣慢做
7、淺色產品導電沾上表面污損:淺色需噴涂產品導電對導電擺放轉出
硅膠按鍵不良現象之色KEY歪
1、排色KEY時就已歪排完色KEY:應將歪斜色KEY放正。
2、色KEY未打到底打完色KEY:應糾正未打到底之色KEY﹐將其打到底(用筷子等工具)。
3、色KEY打入模具后受熱往外退出:應糾正好外退之色KEY﹐才開始下一動作。
4、色KEY有毛邊:將色KEY邊剪掉再用。
5、色KEY過大:將色KEY烘烤后再用,打色KEY時應認真仔細糾正斜色KEY。改用較小收縮率之原料做色KEY。








定制熱線:15802568081(劉先生) 電話:0755-27052077
企業郵箱:13829222215@139.com 傳真:0755-27052213
地址:深圳市寶安區松崗街道沙浦圍第二工業區二十三棟
企業微信